Россия, город Москва, 107014, улица Стромынка, д. 19, корп. 2
Время работы
ПН - ПТ 9:00 - 22:00
Обратный звонок
Технические характеристики профнастила 
Детальный расчет нагрузок на профнастил, общий порядок выбора, рекомендации по проектированию и строительству зданий и сооружений из профилированных и гофрированных листов с защитно-декоративными покрытиями.
Приложение А (обязательное) Соединения сварные под острыми и тупыми углами
Приложение А (обязательное) Соединения сварные под острыми и тупыми углами
Таблица А. 4 (в миллиметрах)
| Условное обозначение сварного соединения | Конструктивные элементы | s1, не менее | s | e, не более | e1 | α1, град. | b = c | q | ||||||
| Подготовленных кромок свариваемых деталей | Шва сварного соединения | β, град. | номин. | пред. откл. | номин. | пред. откл. | ||||||||
| 179-136 | 89-46 | св. 90 | до 90 | св. 90 | до 90 | |||||||||
| У 5 | 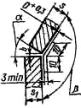  | 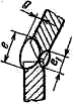  | 0,7 s | от 4 до 6 | 1,4s+8 | 1,5s+6 | не более 8 | 3 (справочное) | α-(180-β) | α-(90-β) | 1 | ±1 | 0,5 | +1,0 -0,5 |
| св. 6 до 10 | 2 | +1 -2 | +2,0 -0,5 | |||||||||||
| св. 10 до 16 | не более 10 | |||||||||||||
| св. 16 до 26 | ||||||||||||||
| У 2 | 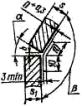 |  | s1, не менее | s | e, не более | α, град. | b | q | ||||||||
| β, град | номин. | пред. откл. | номин. | пред. откл. | ||||||||||||
| 179-160 | 159-136 | 135-91 | ||||||||||||||
| 0,7 s | от 1,0 до 1,5 | 6 | 7 | s+6 | 180-β | 0 | +0,5 | 1,0 | ±0,5 | |||||||
| св. 1,5 до 3,0 | 7 | 9 | 1 | ±1,0 | 1,5 | ±1,0 | ||||||||||
| св. 3,0 до 6,0 | 9 | 12 | 2 | +1,0 -0,5 | 2,0 | |||||||||||
| св.6,0 до 26,0 | - | |||||||||||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s1, не менее | s | e, не более | α, град. | b | q | |||||||
| Подготовленных кромок свариваемых деталей | Шва сварного соединения | β, град. | номин. | пред. откл. | номин. | пред. откл. | ||||||||
| 90-100 | 101-110 | 111-120 | 121-135 | 136-175 | ||||||||||
| Т 1 |  |  | 0,7 s | от 1,0 до 2,5 | 4 | 5 | β-90 | 0 | +1 | 3 | +1 -3 | |||
| св. 2,5 до 4,5 | 7 | +3 | ||||||||||||
| св. 4,5 до 6,0 | 6 | 0,4s+5 | 0,6s+5 | 0,9s+5 | 1,1s+3 | |||||||||
| св. 6,6 до 9,0 | 7 | |||||||||||||
| св. 9,0 до 15,0 | 8 | 4 | ±3 | |||||||||||
| св. 15,0 до 21,0 | 9 | 5 | ||||||||||||
| св. 21,0 до 30,0 | 10 | |||||||||||||
Примечание - Размер е относится к нерасчетным швам. Для расчетных швов е устанавливается при проектировании.
| Т 4 | 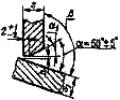 | 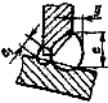 | s1, не менее | s | e, не более | α1, град. | e1, (справочное) | b | q | ||||
| β, град. | номин. | пред. откл. | номин. | пред. откл. | |||||||||
| 91-134 | 89-46 | св. 90 | до 90 | ||||||||||
| 0,7 s | от 4 до 6 | 1,2s+5 | α- ( β - 90) | α- (90-β) | 3 | 1 | ±1 | 3 | +1 -3 | ||||
| св. 6 до 8 | 2 | +1 -2 | |||||||||||
| св. 8 до 12 | 1,3s+6 | ||||||||||||
| св. 12 до 16 | 4 | ±3 | |||||||||||
| св. 16 до 20 | 5 | ||||||||||||
| св. 20 до 24 | |||||||||||||
| св. 24 до 28 | |||||||||||||
| св. 28 до 60 | 6 | ||||||||||||
| Т 3 | 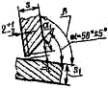 |  | s1, не менее | s | e, не более | α1, град. | b | q | ||
| β, град. | номин. | пред. откл. | номин. | пред. откл. | ||||||
| 91-134 | ||||||||||
| 0,7 s | от 4 до 6 | 1,2s+5 | α - (β - 90) | 1 | ±1 | 3 | +1 -3 | |||
| св. 6 до 8 | 2 | +1 -2 | ||||||||
| св. 8 до 12 | 1,3s+6 | 4 | ±3 | |||||||
| св. 12 до 16 | ||||||||||
| св. 16 до 20 | 5 | |||||||||
| св. 20 до 24 | ||||||||||
| св. 24 до 26 | ||||||||||
| Т 6 |  |  | s1, не менее | s | e = q | α1, град. | α, град. | b | |||||
| номин. | пред. откл. | ||||||||||||
| β, град. | номин. | пред. откл. | |||||||||||
| 89-45 | 91-135 | 89-45 | 91-135 | св. 90 | до 90 | ||||||||
| 0,7 s | от 2 до 2,5 | 3 | +2 | β-90 | 90-β | β | 0 | +1 | |||||
| св. 2,5 до 4,5 | +2 | ||||||||||||
| св. 4,5 до 6,0 | 4 | +2 -1 | |||||||||||
| св. 6,0 до 9,0 | 5 | ||||||||||||
| св. 9,0 до 15,0 | 6 | +3 | |||||||||||
| св. 15,0 до 21,0 | 7 | ±2 | |||||||||||
| св. 21,0 до 30,0 | 8 | ||||||||||||
| св. 30,0 до 60,0 | 12 | ||||||||||||
Примечание - Угол раскрытия свариваемых кромок в местах положения шва должен быть не менее 43°.